





Plast Glugga Door Profile Extrusion Machine


SJZ65/132 PVC Profile Extrusion Line
1. Verkefnamat
Í samræmi við kröfur þínar viljum við mæla með SJZ65/132 PVC prófílútpressunarlínunni okkar.Þessi extrusion lína samanstendur af SJZ65/132 keilulaga tvískrúfa extruder og downstream aðstoðarvél.Vinsamlegast athugaðu upplýsingarnar hér að neðan:
1.1 Efniseiginleikar
1.1.1 byggt efni:
• PVC duft:
• CaCo3:
1.1.2 Aukefni:
• Tenging
• Smurefni
1.1.3 Efnisform
• Allt efni ætti að vera alveg blandað saman.
Fullunnin vara:PVC prófíl;
Úttaksgeta:150 ~ 250 kg/klst (fer eftir fullunninni vöru)
Innviðir (veitt af viðskiptavinum)
a.Rýmifyrir prófílútpressunarlínu á verkstæði:
Um það bil 22m (lengd) × 2,5m (breidd) × 3m (hæð)(Stillanlegt í samræmi við verksmiðjuna þína. Við biðjum þig um að sýna okkur hönnunarteikningu verkstæðisins þíns).
b.Rafmagnsnet: 380V/50Hz(Stillanlegt samkvæmt staðbundnum spennustaðli).
c.Vír/kaplar: vír/kaplar frá almennum stjórnskáp viðskiptavinarins að aðalstjórnskápnum fyrir sniðútpressunarlínu;allur rafstrengur frá aðalstjórnskáp að hverri vél.
d.Vatnsveita: aðalvatnsleiðsla og vatnslagnir til véla.
e.Búnaður til að lyfta vélunumvið affermingu og staðsetningu.
f.Allt annað sem ekki er skýrt nefnt hér að ofan.
1.3 Orkunotkun:
a.Rafmagnsþörf
Heildarafl uppsett:100Kw;
Raunveruleg orkunotkunarhlutfall: 80%;
b.Vatnsþörf
8-10T/klst og hægt er að dreifa vatni með vatnslaug (byggt af viðskiptavini);
c.Mannaflaþörf
HámarkMagn.af vinnu:1-2 manns;

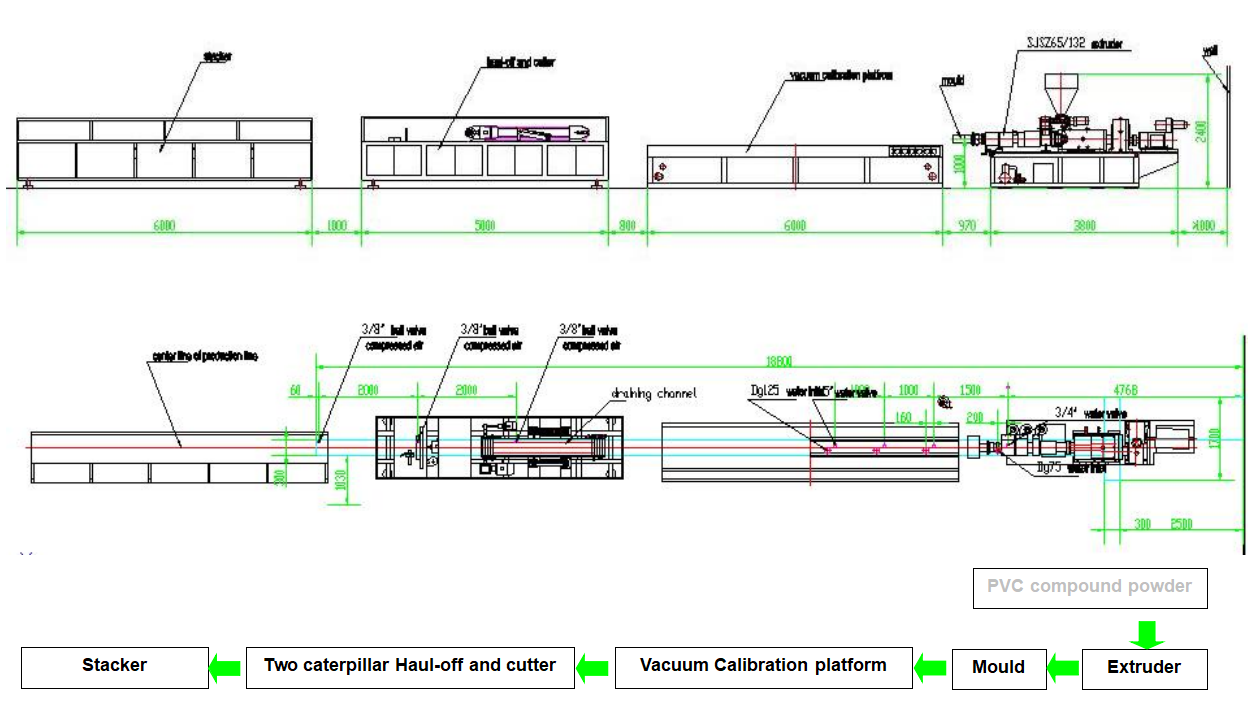
2.Rennslislína og uppsetning fyrir PVCprófílframleiðslulína
3. Tæknilýsing
SJZ65/132 PVC Profile extrusion lína
| Nei. | Nafn | Mynd af vél | Magn. | Tæknilegar upplýsingar | |
| 1 | ZJ300 fóðrari |  | 1 | Málflutningsgeta: 300 kg/klst | |
| Mótorafl: 1,5kwVörþvermál: Φ36mm Efni: Ryðfrítt stál | |||||
| 2 | SJZ65/132 keilulaga tvískrúfa extruder |  | 1 | 2.1 skrúfa2.2 tunna 2.3 akstursmótor 2.4 fóðrunarkerfi 2.5 Tómarúmskerfi 2.6 Millistykki 2.7 Aðalrafmagnsskápur Sjálfsvarnarkerfi | |
| 2.1 Skrúfa: keilulaga þvermál 65/ 132 mm fyrir PVC frárennslisrör og vatnsveiturör. Efni skrúfa: 38CrMoAl Yfirborðsmeðferð: Nitrirvinnsla, þykkt: 0,6 ~ 0,8mm, fægja Snúningshraði (á móti snúningi): 1-34,7 rpm/mín 2.2 Tunna: þvermál keilulaga 65/132 Innri vinnsla: nítraður með þykkt: 0,6 ~ 0,8 mm Hitasvæði: 4 Upphitunarstilling: Steypt súrál + hlíf úr ryðfríu stáli Hitaafl: 22kw Kælistilling: Loftviftur: 3 sett 2.3 Akstursmótor: Mótorafl: 37Kw Tegund mótors = AC 2.4 Fóðurkerfi: Þyngdarafl og skrúfuskammtunarkerfi Með hylki úr ryðfríu stáli Skömmtunarkerfi: Mótor: 1,5Kw Fóðurhulsa með hringlaga vatnskælingu 2.5 Tómarúm rakakerfi: Tómarúmsdæla: 1 sett Tómarúmsgráðu = 0 ~ 0,075 Mpa 2.6 Millistykki: (milliflæðishluti): Efni: #40stál Krómhúðað, innri sameinandi flæðisgerð Tengingaraðferð með deyjum: klemmur + bolti Þrýstibræðslunemi og hitaeining 2.7 Aðalbirgir rafmagnshluta: Inverter: ABB eða DELATA Tengiliði: Schneider eða SIEMENS Loftrofi: Schneider Sendi: Omron Hitastýring: RKC 2.8 Sjálfsvarnarkerfi: Yfirstraumsvörn á mótor Yfirþrýstingsvörn skrúfunnar. | |||||
| 3 | YF240 kvörðunarvettvangur |  | 1 | 3.1 Ytri mál3.2 Tómarúmdæla 3.3 Vatnsdæla 3.4 Þriggja stefnu aðlögun: Snertivatnshluti er gerður úr ryðfríu stáli. | |
| 3.1 Ytri mál: Lx B x H: 6000x1100x1000mm (stillanleg) 3.2 Tómarúmsdæla: Tómarúmsdæla: 3x5,5KW; Uppruni: Yuanli, Kína 3.3 Vatnsdæla: Vatnsdæla: 1×4KW; Uppruni: Guangzhou, Kína 3.4 Þriggja stefnu aðlögun: Fram og aftur með 0,75 Kw mótor Drægni: ±1000mm Upp og niður, vinstri og hægri stillt handvirkt Drægni: upp og niður: ±150 mm VINSTRI og HÆGRI hreyfing: ±50mm | |||||
| 4 | DYⅢQ dráttur og skeri (samsett) |  | 1 | 4.1 Afdráttur4.2 Skúta | |
| 4.1 Afdráttur Afdráttarhraði: 0-3m/mín; Mótorafl: 5,5KW; Caterpillar breidd: 210mm; Caterpillar lengd: 2200mm; Pneumatic klemma; Samþykkja holip eða ABB inverter; 4.2 Skeri Mótorafl: 2,2KW; Afl mótors fyrir rusl: 1,5KW; Þvermál saga: 500 mm; Skurðarsvið: 200mm; Með rusl söfnunartæki;
| |||||
| 5 | Veltiborð/stafla |  | 1 | 5.1 Veltiborð: Lengd Stjórnunaraðferð Hæðarstillingarsvið | |
| Lengd: 6.000 mm Stjórnunaraðferð: Pneumatic Með skrúfum til að stilla hæðarsviðið: 0 ~ 180mm | |||||






